
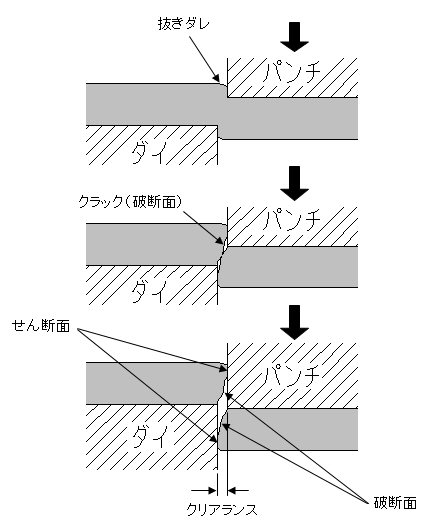
| パンチ(上型)が下降すると材料に接触し、押し込まれて食い込みを開始する。このとき、パンチ、ダイの刃面側に「ダレ」が形成される |
| さらにパンチが下降すると「せん断荷重」が増加し「せん断面」を形成しパンチ、ダイの刃先より材料にクラックが発生する。 このとき、パンチ、ダイの刃側面が「せん断面」となり クラックが「破断面」となる。 |
| パンチ側のクラックとダイ側のクラックがつながり、
「せん断」が完了する。 従ってパンチが材料板厚の2/3程度、押し込まれた段階で「せん断」は完了する。 |
| パンチ側のクラックと ダイ側のクラックがつながるためパンチとダイに適正な隙間が必要になる。
この隙間を 「クリアランス」 と呼ぶ。 「クリアランス」 により 「バリ」 が発生する。 |
・本サイトの内容の一部、または全部を無断で複製、変更することは法律で禁じられています。
・NetscapeNavigator6.0もしくはInternetExplorer5.0以降での閲覧を推奨します。
推奨以外のブラウザでは、一部の機能が正しく動作しない場合があります。
・本サイトにはFlashを含むコンテンツがあります。ご覧になれない場合は左記からダウンロードください。
・NetscapeNavigator6.0もしくはInternetExplorer5.0以降での閲覧を推奨します。
推奨以外のブラウザでは、一部の機能が正しく動作しない場合があります。
・本サイトにはFlashを含むコンテンツがあります。ご覧になれない場合は左記からダウンロードください。
Copyright (C) 2005 Kasugai Kanagata Co., Ltd. All Rights Reserved.